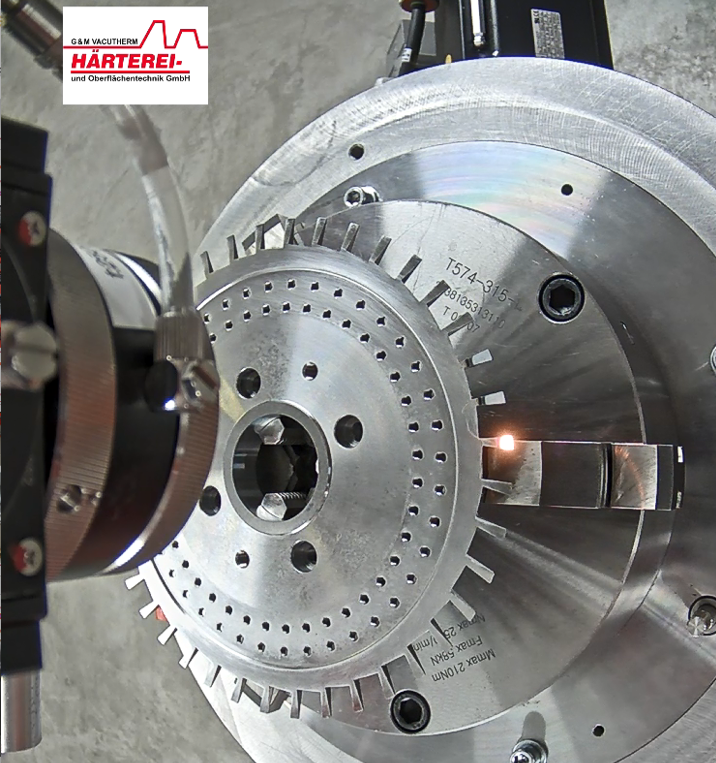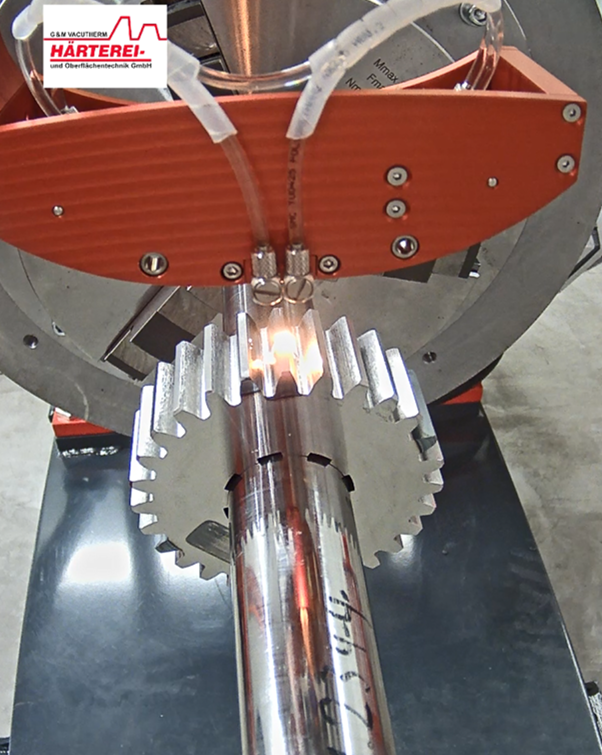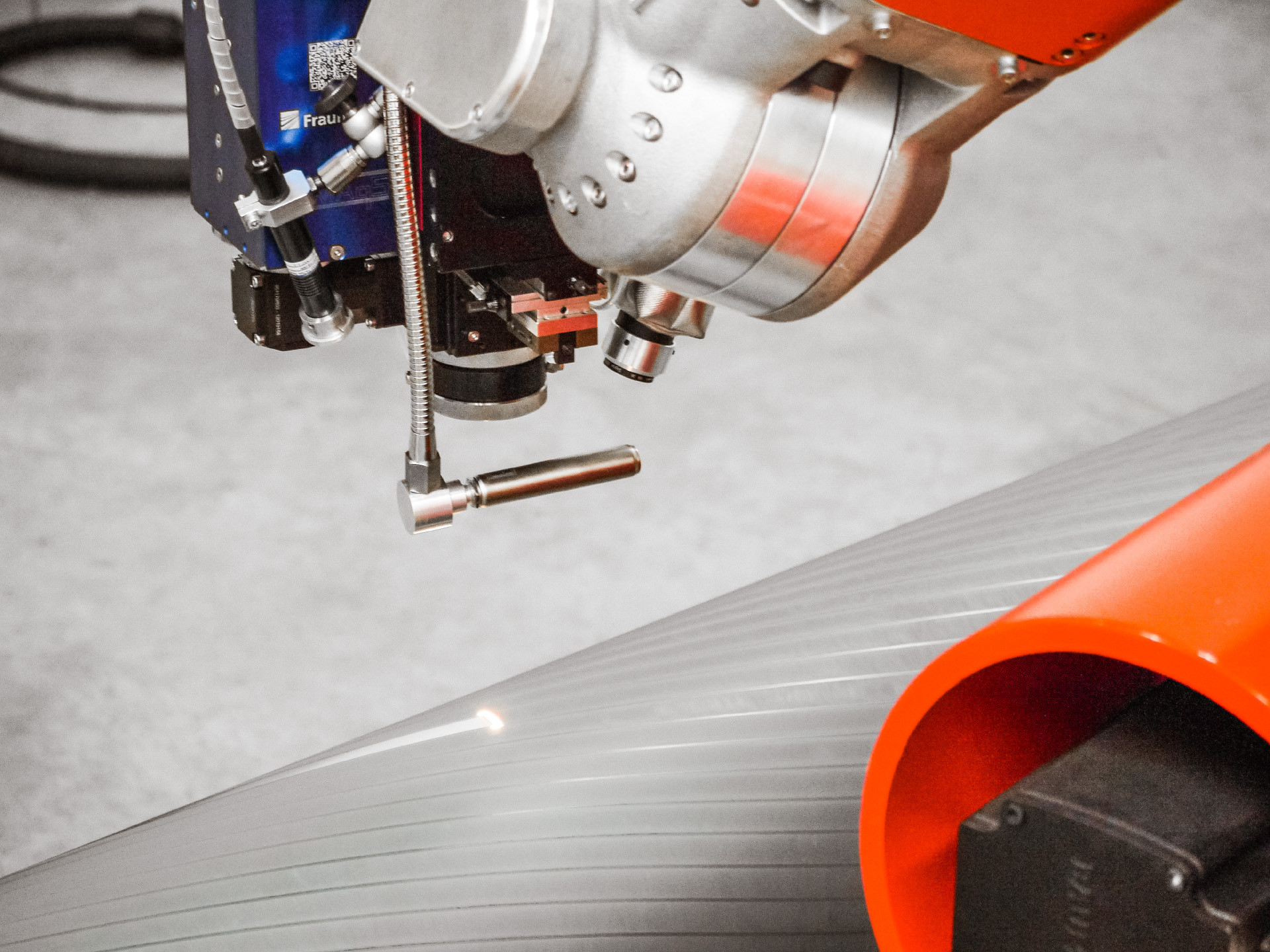
Das Randschichthärten mit Hochleistungs-Diodenlaser ist in der industriellen Fertigung und im Werkzeugbau immer stärker gefragt. Der Laserstrahl erwärmt dabei kurzzeitig, lokal begrenzt, den oberen Bereich des Werkstoffs. Das führt zur Homogenisierung der Kohlenstoffverteilung (Austenitisierung). Bewegt sich der Laser weiter, kühlt das Material schnell ab und es entsteht ein sehr hartes Metallgefüge - Martensit. Durch die präzise eingebrachte Energie unterliegt das Bauteil einer vergleichsweise geringen Wärmebeeinflussung. Dadurch ist der Verzug bei diesem Verfahren minimal, Nacharbeiten sind kaum notwendig oder entfallen komplett.
Die Einsatzmöglichkeiten sind dabei vielfältig. Für Werkzeug-, Getriebe- und Motorenbauer, im Sondermaschinen, Automobil- und Flugzeugbau, in der Feinwerktechnik oder auch für Forschungseinrichtungen kommt das Laserhärten zum Einsatz.
Fakten
Behandlung von komplexen und massiven Teilen (bis 12,5 t schwer und 2 x 3 x 6 m groß)
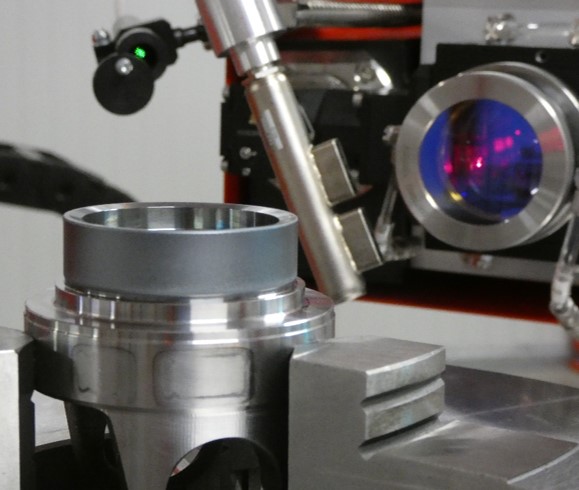
abgeschirmter Dioden-Laser (max. Leistung 6,6 kW), zwei Zoom-Optiken mit variabler und fester Spotbreite
Härtetemperatur direkt auf der Werkstückoberfläche (900 °C bis 1400 °C) und bis zu +/- 5°K regelbar
Werkstoffe zum Härten: Guss, Stähle (mit C > 0,4%)
kleinere Losgrößen bis mittlere Serien
Laser-Spur-Breite: von 4mm bis 48 mm (Zoom-Optik) bzw. 70 mm (Fest-Zoom-Optik)
Einhärtetiefen bis ca. 1,5mm (Werkstoffabhängig)
Kombinationsbehandlung (z.B., Nitrieren + LH, Aufkohlen + LH)
Vorteile
geringer Verzug bei maximaler Festigkeit
keine Abschreckmedien erforderlich
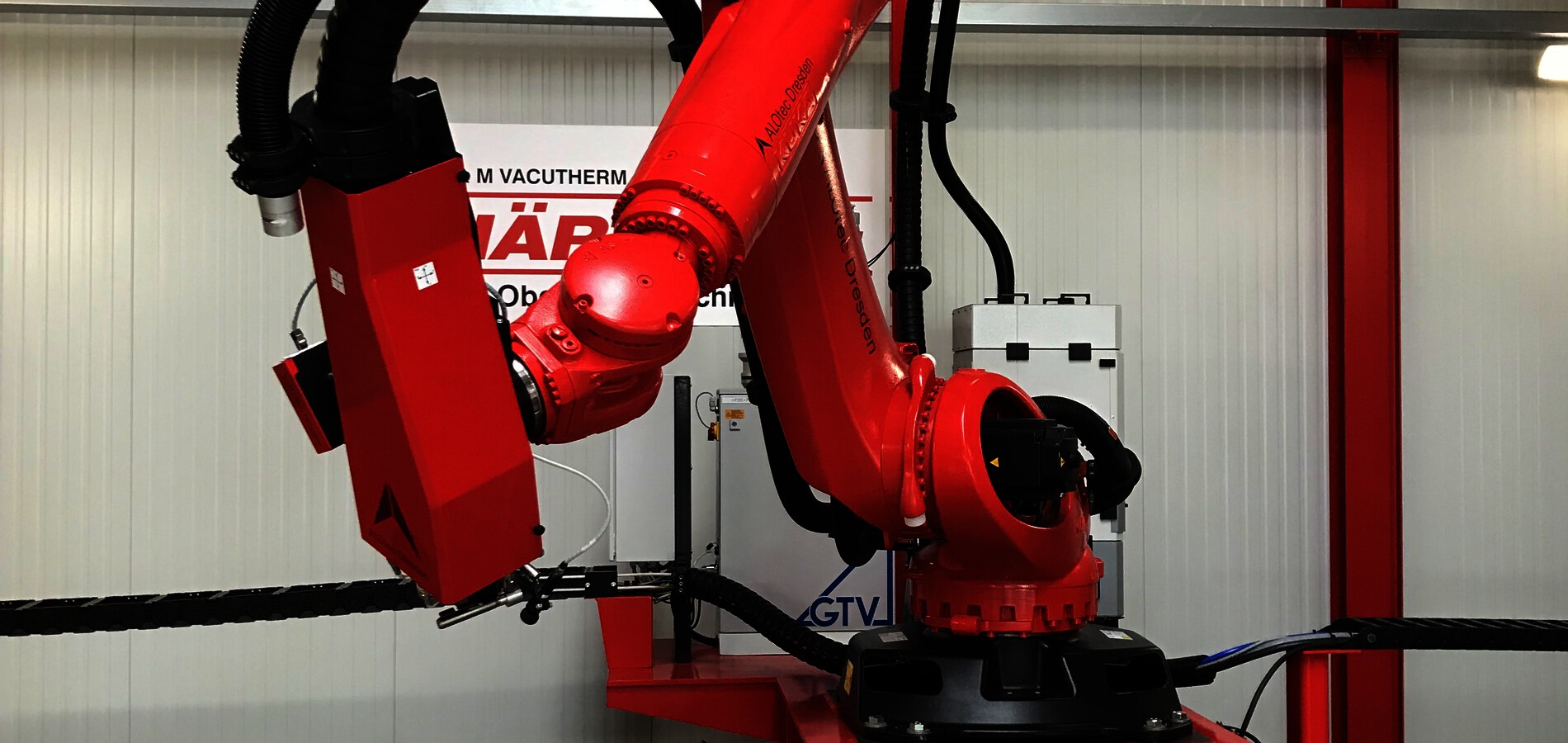
Hohe Flexibilität, Präzision und Reproduzierbarkeit durch Robotergesteuerte Bahnplanung
Ressourcenschonend
feinkörniges martensitisches Gefüge durch Selbstabschreckung
Zäher Werkstoffkern in Verbindung mit hoher Verschleißbeständigkeit
Soft- und Hardware-Lösungen: Mabotic-3D-Scannsystem, Provis-Simulation-Software
Ihre Ansprechpartner